How to Choose the Right Bandsaw Blade for Your Machine Shop: A Complete Guide
Walk into any oilfield machine shop in Edmonton, Acheson, or Nisku and you’ll find a horizontal bandsaw working hard somewhere on the floor. Cutting structural steel, prepping flange stock, sectioning tubing — the bandsaw is the unsung workhorse of industrial machining. But for a machine everyone relies on, picking the right blade for the job is surprisingly poorly understood. Wrong tooth pitch and your cycle times double. Wrong blade material and you’re replacing it every other shift. Wrong speed and feed and you’ll burn through inventory faster than you can stock it.
Bandsaw blade selection is genuinely simple once you know the framework. This guide walks through the four big decisions — blade type, tooth pitch (TPI), tooth set, and width — and how to match them to the materials and machines you actually use. At Can-Star Industrial, we supply bandsaw blades to oil and gas machine shops across Western Canada; this is the framework we use when customers ask which blade to spec.
The 4 Decisions That Determine the Right Blade
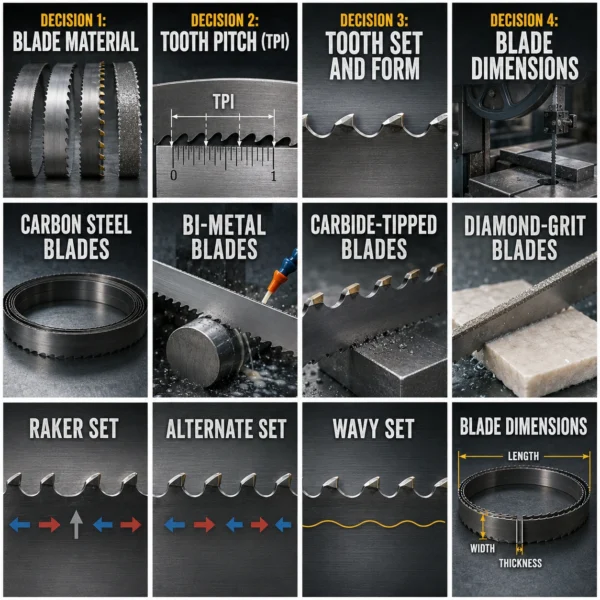
Every bandsaw blade selection breaks down to four interconnected decisions:
- Blade material (carbon steel, bi-metal, carbide-tipped, diamond-grit)
- Tooth pitch (TPI — teeth per inch)
- Tooth set and form (raker, wavy, alternate)
- Blade dimensions (width, thickness, length)
Get all four right and the blade does its job for the expected service life. Get any one wrong and you’re paying for it.
Decision 1: Blade Material
Carbon steel blades
The oldest and least expensive option. Made from a single piece of hardened carbon steel. Best for low-volume cutting of softer materials — wood, soft non-ferrous metals (aluminum, brass), and occasional mild steel. In an industrial machine shop, carbon steel is rarely the right answer for anything beyond non-critical cutting.
Bi-metal blades
The workhorse of industrial bandsaw cutting. Bi-metal blades use a tough spring-steel backing welded to high-speed-steel cutting teeth (typically M42 or M51). They handle the vast majority of metal-cutting applications — mild steel, alloy steel, stainless, tubing, structural shapes — with good tool life and predictable performance. If you’re cutting metal in a machine shop and aren’t sure what blade to start with, bi-metal is almost always the right answer.
Carbide-tipped blades
Premium blades with tungsten carbide teeth brazed to a steel backing. Significantly harder than bi-metal and capable of cutting hardened steels, tool steels, Inconel, titanium, and other tough alloys. Carbide blades cut faster, last longer, and produce better finishes — but they cost 3–5x more than bi-metal and are more sensitive to machine condition. Best for: production volume on tough materials where the cycle time savings justify the cost.
Diamond-grit blades
Specialty blades for cutting non-metallic abrasive materials — composites, glass, ceramics, masonry. Not commonly used in standard machine shop work but essential when the application calls for it.
Decision 2: Tooth Pitch (TPI)
Tooth pitch — measured in teeth per inch (TPI) — is the most commonly mis-spec’d dimension on a bandsaw blade. Too few teeth and the blade rips through but leaves a rough finish and may strip teeth on thin material. Too many teeth and the blade clogs with chips, runs hot, and wears out fast.
The general rule: at least 3 teeth in the cut at all times, and no more than 24 teeth in the cut at once.
TPI quick reference
- Material thickness under 1/4″: 14–18 TPI (fine teeth, prevents stripping)
- Material thickness 1/4″ – 1/2″: 8–14 TPI
- Material thickness 1/2″ – 1″: 6–10 TPI
- Material thickness 1″ – 3″: 4–6 TPI
- Material thickness 3″ – 6″: 3–4 TPI
- Material thickness over 6″: 2–3 TPI (coarse teeth, big gullets for chip clearance)
Variable-pitch blades
Most modern bandsaw blades are sold as variable-pitch — combining two pitch ranges in a single blade (e.g., “4/6 VP” combines 4 and 6 TPI). Variable pitch reduces vibration, harmonic resonance, and surface chatter — and dramatically improves blade life in mixed-thickness or structural cutting. Unless you have a specific reason to use constant-pitch, variable-pitch is the right default for most shop applications.
Decision 3: Tooth Set and Form
“Set” refers to how the teeth are angled outward from the blade body to create a kerf wider than the blade itself, allowing the blade to clear chips and avoid binding.
- Raker set. The most common pattern — one tooth left, one tooth right, one unset (raker), repeated. Good general-purpose pattern for most metal cutting.
- Alternate set. Every tooth set alternately left and right, no rakers. Faster cutting but rougher finish; best for non-ferrous materials.
- Wavy set. Groups of teeth set in a wave pattern. Best for thin materials and small shapes — distributes wear evenly across teeth.
Decision 4: Blade Dimensions
Three dimensions matter when sizing a bandsaw blade to a specific machine:
- Length. Must match your specific bandsaw’s wheel diameter and guide spacing. Most shop bandsaws use specific blade lengths — check your machine’s manual or measure an existing blade.
- Width. Wider blades (1″, 1-1/4″, 1-1/2″) run truer and handle heavy cutting loads better. Narrower blades (1/2″, 3/4″) allow tighter curve cutting on contour saws. For straight cutting on horizontal saws, go with the widest blade your machine supports.
- Thickness (gauge). Heavier-gauge blades handle more cutting force without flexing but are less flexible around the wheels. Standard industrial gauges are 0.035″ and 0.042″; heavy-duty applications use 0.050″ or thicker.
Common Applications and Recommended Blades
- Mild steel structural cutting (angle, channel, tubing). Bi-metal, 4/6 VP or 5/8 VP, raker set, 1″ wide. Workhorse choice.
- Stainless steel cutting. Bi-metal M42, 6/10 VP, raker set. Slower feed and lower SFM than mild steel.
- Solid round stock 3–6 inches. Bi-metal, 3/4 VP or 4/6 VP. Watch for tooth strain on the entry cut.
- Wellhead and oil & gas forgings (4130, 4140, 8630). Bi-metal M42 or carbide-tipped for production volume. 4/6 VP for round stock.
- Hardened tool steels and Inconel. Carbide-tipped. Lower speeds and feeds, generous coolant.
- Aluminum and non-ferrous (production volume). Bi-metal or carbide; coarse pitch (3/4 TPI) with high feed rates. Use coolant to prevent built-up edge.
- Thin wall tubing under 1/4″. Bi-metal, 10/14 VP or finer. Slow feed to avoid tooth strip.
How to Make Bandsaw Blades Last Longer
- Break in new blades properly — first 50–100 cuts at reduced feed and speed
- Use proper coolant or cutting fluid; dry-cutting wears teeth dramatically faster
- Match SFM (surface feet per minute) to the material being cut — there are charts for every common material
- Keep blade tension within manufacturer spec — too loose and the blade wanders; too tight and you crack the back
- Inspect guides, brushes, and chip clearance weekly — most premature failures trace back to a worn guide or jammed chip brush
- Don’t muscle worn blades — keep them in service and you’ll wear other components faster
Frequently Asked Questions About Bandsaw Blades
How long should a bandsaw blade last?
A properly specified and operated bi-metal blade typically lasts 80–200 hours of cutting time, depending on the material and conditions. Carbide blades can last 5–10x longer in production settings. Premature failure almost always traces back to wrong TPI, wrong speed, or a machine-condition issue (worn guides, vibration, insufficient coolant).
What’s the difference between M42 and M51 bi-metal blades?
Both are high-speed-steel grades used for the cutting edge of bi-metal blades. M42 is the most common — good general-purpose performance and lower cost. M51 is a higher-cobalt grade with better heat resistance and longer life on tough materials (stainless, alloy steel). Use M51 when you’re running tougher materials in production volumes.
When should I switch from bi-metal to carbide-tipped?
When cycle-time savings justify the 3–5x higher upfront cost. Generally that means production volume on tough materials (hardened steels, Inconel, titanium) where bi-metal life is short. For one-off jobs and standard shop materials, bi-metal almost always wins on cost-per-cut.
Why does my blade keep stripping teeth?
Almost always one of three things: TPI is too coarse for the material thickness (not enough teeth in the cut), feed rate is too high (forcing teeth into the work), or the blade hit a hard inclusion. Check the 3-tooth minimum rule first — if you’re cutting 1/8″ wall tubing with 6 TPI, that’s the problem.
Should I use coolant on a bandsaw?
Yes — almost always. Dry-cutting steel reduces blade life by 50% or more. Coolant carries away heat, lubricates the cut, and flushes chips out of the kerf. For light cutting on softer materials, a stick wax or mist system is often sufficient; for production cutting, flood coolant is standard.
How do I know what blade speed (SFM) to use?
Every material has a recommended SFM range. As a rough starting point: mild steel runs 200–300 SFM, stainless 100–150 SFM, aluminum 600–1,000 SFM, tool steel 100–200 SFM. Manufacturer charts give specific values for each material. When in doubt, start lower and work up — too-fast cutting burns blades fast.
What does “break-in” mean for a new bandsaw blade?
When a blade is new, the tooth tips are razor-sharp and prone to chipping under full load. Running the first 50–100 cuts at 50–75% of normal feed rate gently rounds the tooth tips and dramatically extends overall blade life. Skip break-in and you’ll lose 30–40% of expected service life.
Can I weld a broken bandsaw blade back together?
Yes — most industrial blade suppliers offer welding services for premium blades, particularly long carbide-tipped blades. For standard bi-metal blades, replacement is usually more cost-effective than re-welding. We weld blades for customers in our Edmonton facility on request.
Where can I buy bandsaw blades in Western Canada?
Can-Star Industrial supplies bandsaw blades — bi-metal, carbide-tipped, and specialty — for industrial customers across Alberta, BC, Saskatchewan, and beyond. We stock common configurations and order specialty blades to spec. Visit canstarindustrial.com or contact our team with your machine and application details for a quote.
Need Bandsaw Blades for Your Machine Shop?
Can-Star Industrial is a proud distributor of bandsaw blades and machine tooling for oil and gas machine shops across Western Canada. We carry deep inventory across bi-metal, carbide-tipped, and specialty blade configurations, plus the coolants, accessories, and replacement parts that keep your saws running.
Visit canstarindustrial.com to browse our catalogue or contact our team for a blade recommendation specific to your machine and application.